


Twice as many spindle hours, same staffing level
For years, Jan Segers worked as a CNC miller on his own. First with one, later with two CNC milling machines. This was followed by a CNC turning machine, which today is mainly manned by his son Wouter. A robot? Jan wasn’t interested. Until a customer asked him to increase capacity substantially. Days after the installation of the BMO Platinum 50 Sideloader at two DMU 50 machining centres from DMG Mori, the cell was already running unmanned production overnight.
‘After just three hours of explanation, the technician told us to go for it: load some material. The next morning the parts were done. And since then everything has run smoothly,’ says Jan Segers about his first experience with BMO automation. The robot cell is greatly improving a key KPI in his company, the Operator Performance Ratio (OPR).

Parts for machine builders
Jan Segers is a self-made professional. He learned the tricks of the machining trade at a tool shop. Milling dies. In 2000, he took the step of starting his own company, Jan Segers BV. First with one milling machine in the garage behind his house in Beerse, in the Campine region of Belgium. With the arrival of a second machine, he had to move. Since 2006, he has worked in the studio behind his home in the local industrial estate. His speciality is CNC milling, mainly parts for machine builders. ‘A lot of electronics, but also aviation, automotive and motorsport,’ he says. And for the BMX sport. Jan’s son Wouter, multi-time Belgian national BMX champion, now works in the company too. He spends most of his time at the CNC turning machine, making wheel hub parts for BMX bikes that Jan developed himself and sells through a partner. ‘Our hub uses a freewheel bearing. As a result, you immediately feel resistance when you put force on it, whereas regular hubs always have a bit of free play. Our hubs are quieter, and you get going faster,’ Wouter explains. That could be the deciding factor. Because in the first two seconds, BMXers accelerate from 0 to 60 km per hour.
Freedom as well as limitation
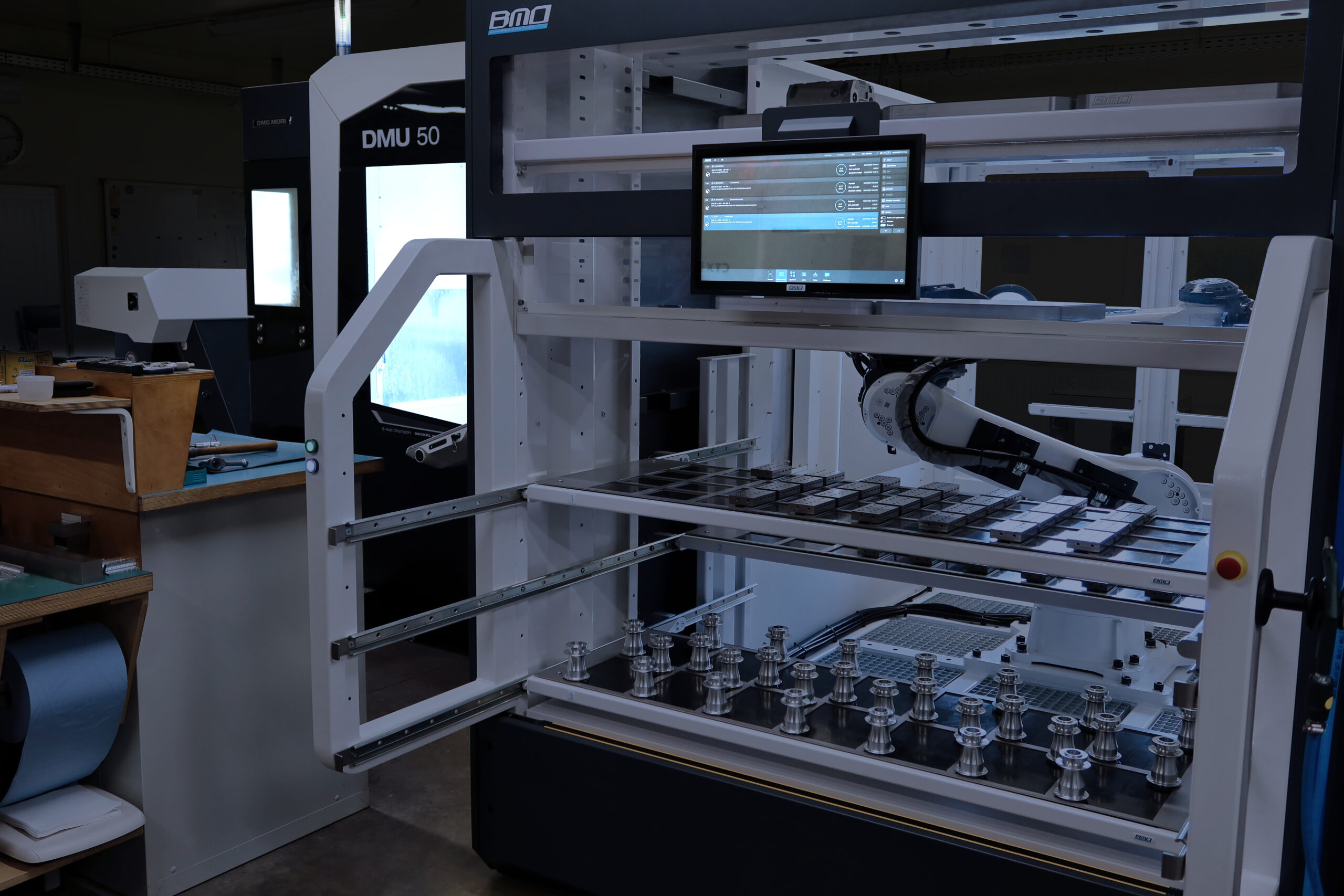
The Flemish miller has always had his business at home. This gives him a lot of freedom, to go to European BMX races with son Wouter, for example, although these days Jan usually only attends the actual race day. ‘That’s one of the reasons I never wanted employees. Then you can’t just say “I’ll be gone for a few days.”’ As a consequence, however, with two machining centres – and the turning machine – the spindle hours are limited. And that was becoming a problem as he got more and more repetitive work. No large series, at most a few hundred, usually dozens. ‘With personnel, however, you lose freedom. Plus, where do you find a skilled machinist and how do you retain them?’ Jan explains his dilemma. ‘We do what we can, just the two of us.’ Customer demand for additional capacity was ultimately the deciding factor in deciding to invest in BMO automation. First, in a second DMG Mori DMU 50 5-axis machine, identical to the one they already had. Then in BMO Automation’s Platinum 50 Sideloader, which loads both 5-axis machining centres. It was a huge investment, Jan Segers readily acknowledges. ‘Now we really can’t do without the robot.’
Pallet and product handling
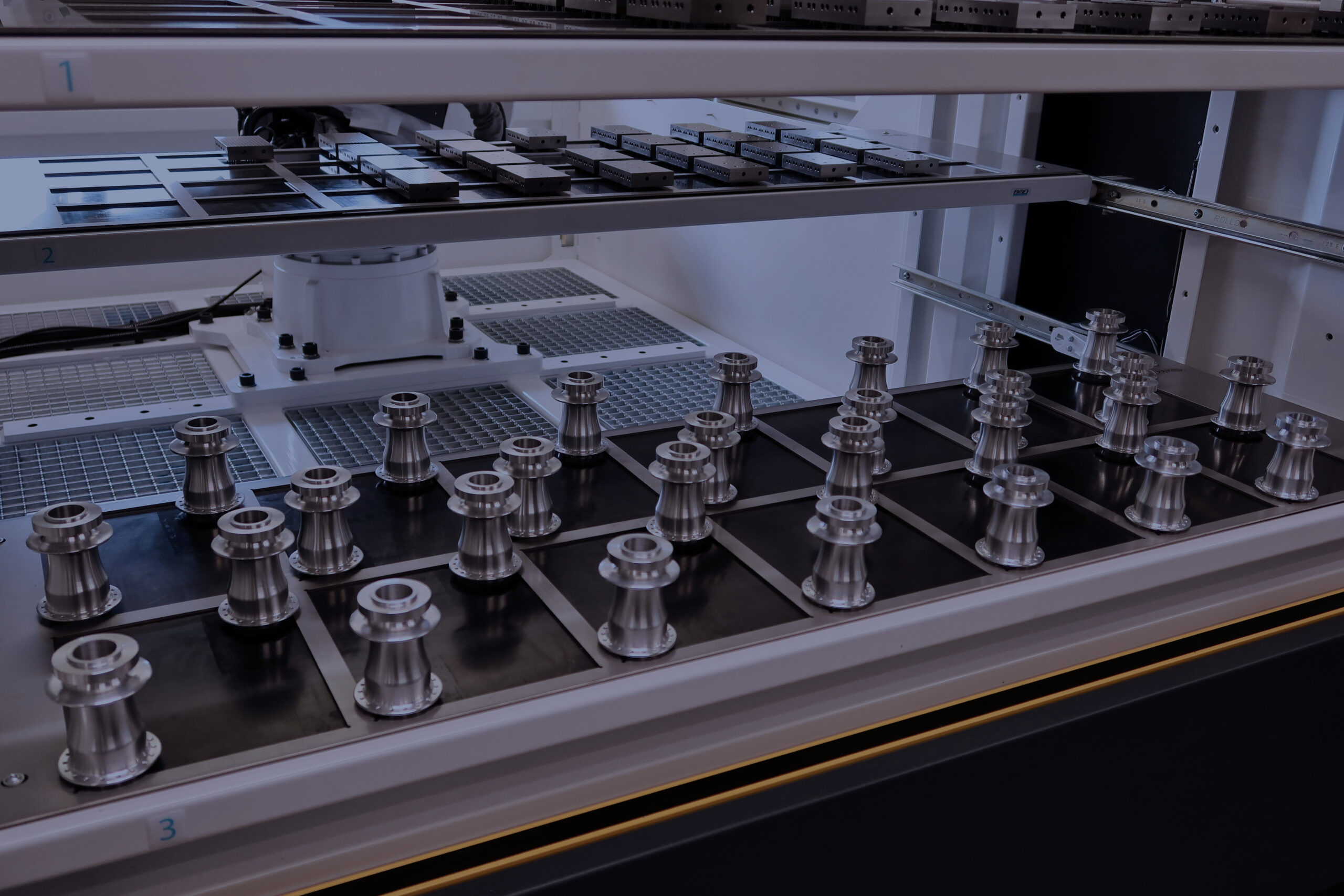
The choice for this flexible robot cell from BMO Automation was quickly made. ‘I wanted the combination of pallet and product handling. BMO offers just that, and that was the deciding factor.’ This allows him to fill the drawers with material that the robot then places in the vice, on one hand, and clamp workpieces on one of the pallets that the robot changes, on the other. Further explaining the choice for this combination, Jan Segers says ‘We do lots of different kinds of work. If you can only load pallets and you have to make many products, you need a lot of pallets that you have to set up one by one. Sometimes we make series of 150 pieces. We can put those in the drawers.’ For accuracy, the machinist says it makes little difference whether you choose product or pallet handling. He always lets the DMU 50 determine the exact position of the workpiece with a probe and adjust the program for any deviation. ‘The robot doesn’t have to be accurate, as long as the CNC machine is.’
Modular cell from BMO Automation
The 50 kilos the robot can handle in the Platinum 50 cell is more than enough for the fine mechanical parts that Jan Segers mills. Most of them weigh less than two kilos. BMO Automation’s robot gripper features automatically adjustable gripper jaws. During programming, the operator enters the product dimensions, and the gripper fingers automatically adjust to this size. This makes it possible to machine products of various sizes without the operator having to adjust the gripper fingers. BMO Automation builds the robot cell to order, from modules. Jan Segers opted for 4 drawers and 12 pallet positions. He can later expand the number of drawers to a maximum of 6 and the number of pallets to a maximum of 24 (395 x 195 mm). With typical processing times of an hour or even longer, he currently has enough capacity in the cell. ‘You buy a basic package from BMO that you can expand later. We can add product trays or a unit for intermediate cleaning, and we can also add features to the software.’ When he ordered his machine, for example, Jan Segers chose to omit the tool life tracking option in BMO Automation’s software because the controllers of both CNC machines already do this. Automating does result in some changes to the way you work, he says. Without a robot, he could monitor the condition of the tools in the machine himself. ‘Now we have to monitor the tool management instead. Before we leave at the end of the day, we have to make sure there is enough sister tooling present. The system keeps track of that.’


Unmanned milling at night
Even though he and Wouter had no prior experience with robotisation, BMO Automation’s Platinum 50 cell has been running unmanned at night and on weekends since day one. Three hours of explanation were enough to learn how to program the cell for two machines via the BMO Intelligent Control System. ‘Everything worked. BMO and DMG Mori communicated extensively beforehand to ensure they knew exactly which options we had on the machine,’ says Jan Segers. BMO Automation has developed its own customised interface that allows the robot cell to be linked to almost any CNC machine. The advantage of the current set-up – with the robot loading the two identical 5-axis machines – is that it provides flexibility in addition to extra capacity. Jan and Wouter create most programs externally via hyperMILL. ‘Which machine we will mill on next doesn’t matter. We can swap the programs between the two machines.’
Doubling of spindle hours, higher OPR
BMO Automation uses the Operator Performance Ratio (OPR) as a KPI to measure the effectiveness of the automation. This value is calculated by dividing the number of spindle hours by the total number of man hours required, including set-up time and loading the robot cell. The OPR at Jan Segers has greatly improved. The supplier produces twice the number of spindle hours for the same personnel costs. After all, Jan and Wouter still work the same number of hours. ‘So we have more capacity and can deliver faster,’ Jan Segers says of the result of the investment.
Or do both have more free time now? Jan Segers looks doubtful. After the machines and the robot have worked through the weekend, there is plenty of work waiting on Monday morning: emptying the cell, measuring the pieces, cleaning and packing. But most importantly, the milling of parts now continues, even if Jan and Wouter are away at the weekend for a BMX competition elsewhere in Europe. The following week, he can simply deliver components to his customers as agreed.

