


Kusters Goumans automates NTX 1000 with Platinum 50 cell from BMO Automation
Autonomous production of variable precision components
Automation immediately provides more spindle hours as well as space to deploy skilled workers on other critical work, products or machines. ‘Automation is therefore very important to us,’ says Marc Smits, Operations Managers at Kusters Goumans. The supplier also mills and turns precision components unmanned.
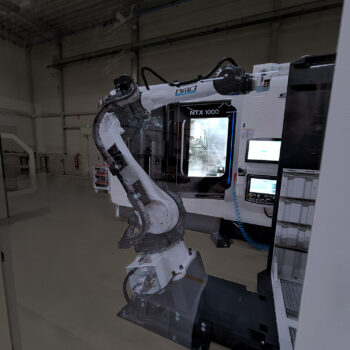
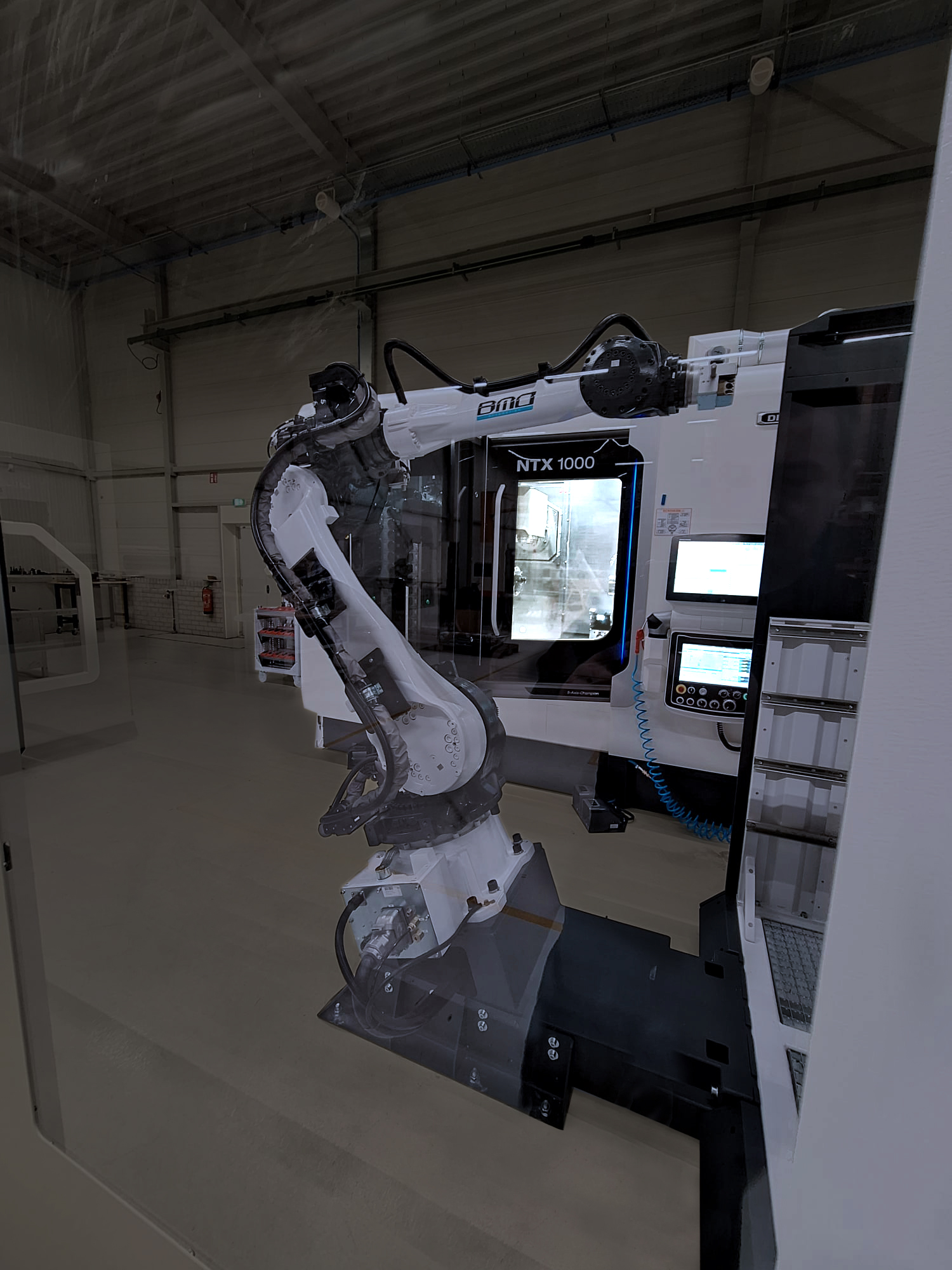
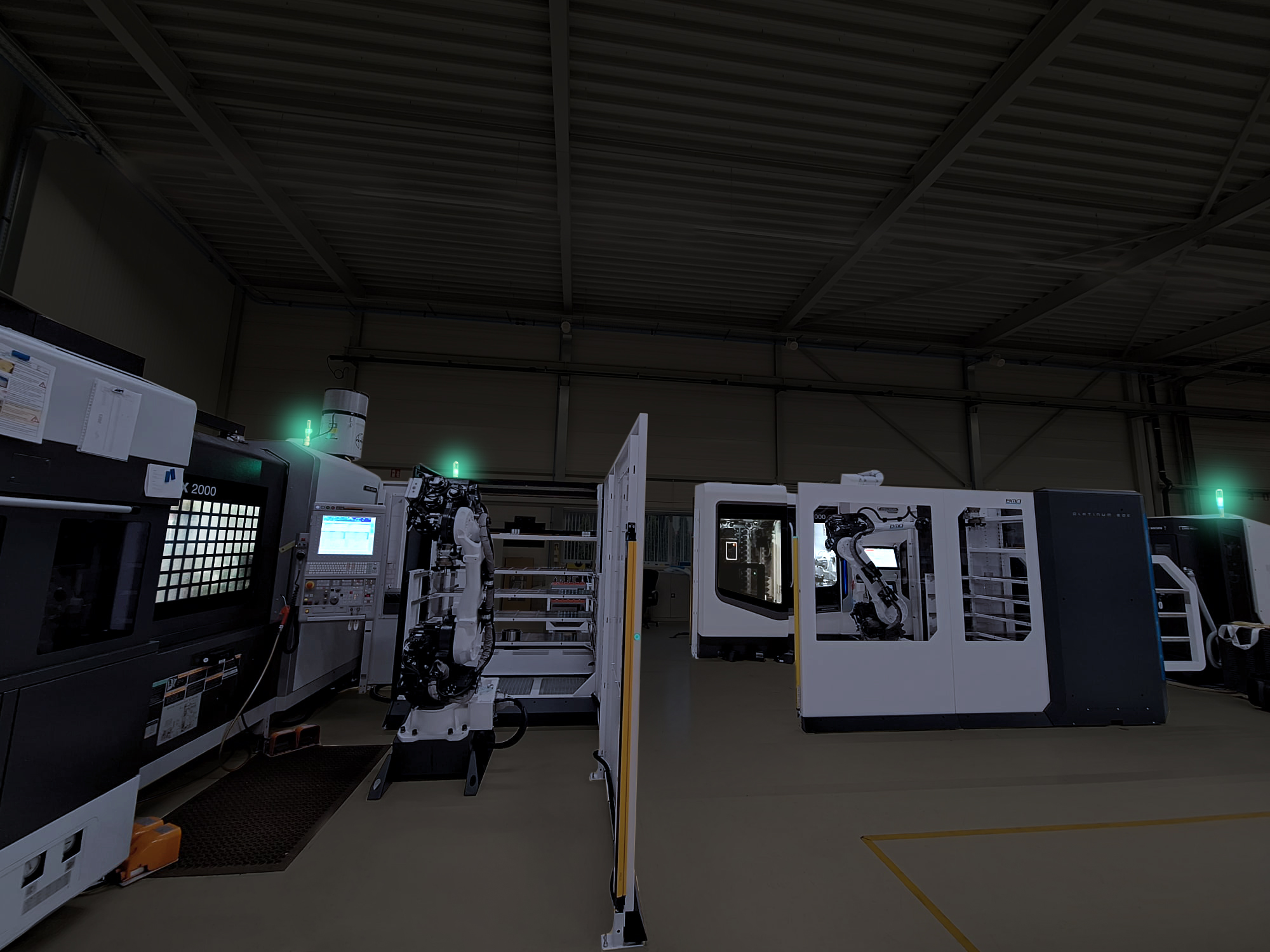
Kusters Goumans immediately automated the new turn/ mill combination DMG Mori NTX 1000. With a Platinum 50 cell from BMO Automation. An easy choice, Marc Smits notes. ‘Six months ago we coupled the NTX 2000 with a Platinum 50 cell and we are very satisfied with it.’ Both BMO cells run 80 to 90 unmanned hours weekly.
Unmanned machining of precision components
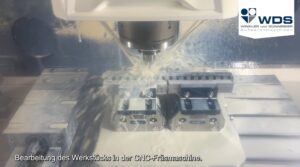
DMG Mori’s NTX line consists of high-precision turn/mill-centres with main and sub-spindles for complete machining of complex products in a single run. Such components can be machined unmanned at night or on weekends. From experience, he now knows that you can also make accurate fits unmanned. ‘Our production area is cooled just like the emulsion, so the temperature in the machine remains constant.’ Any small fluctuations in the machine are taken out by measuring in the process. ‘There is then automatic correction for deviations of a few micrometres,’ explains the business manager of the Dutch-based supplier.
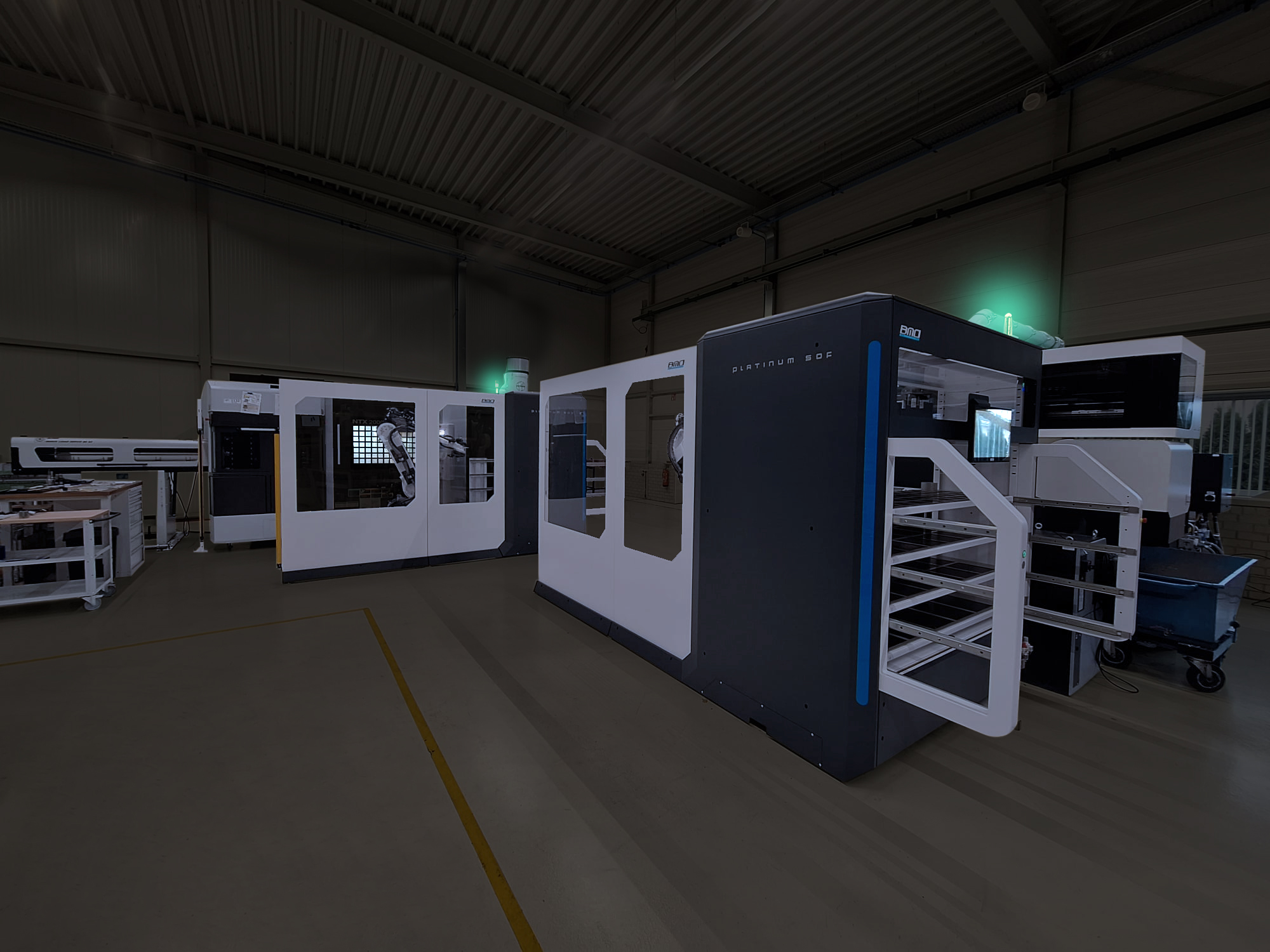
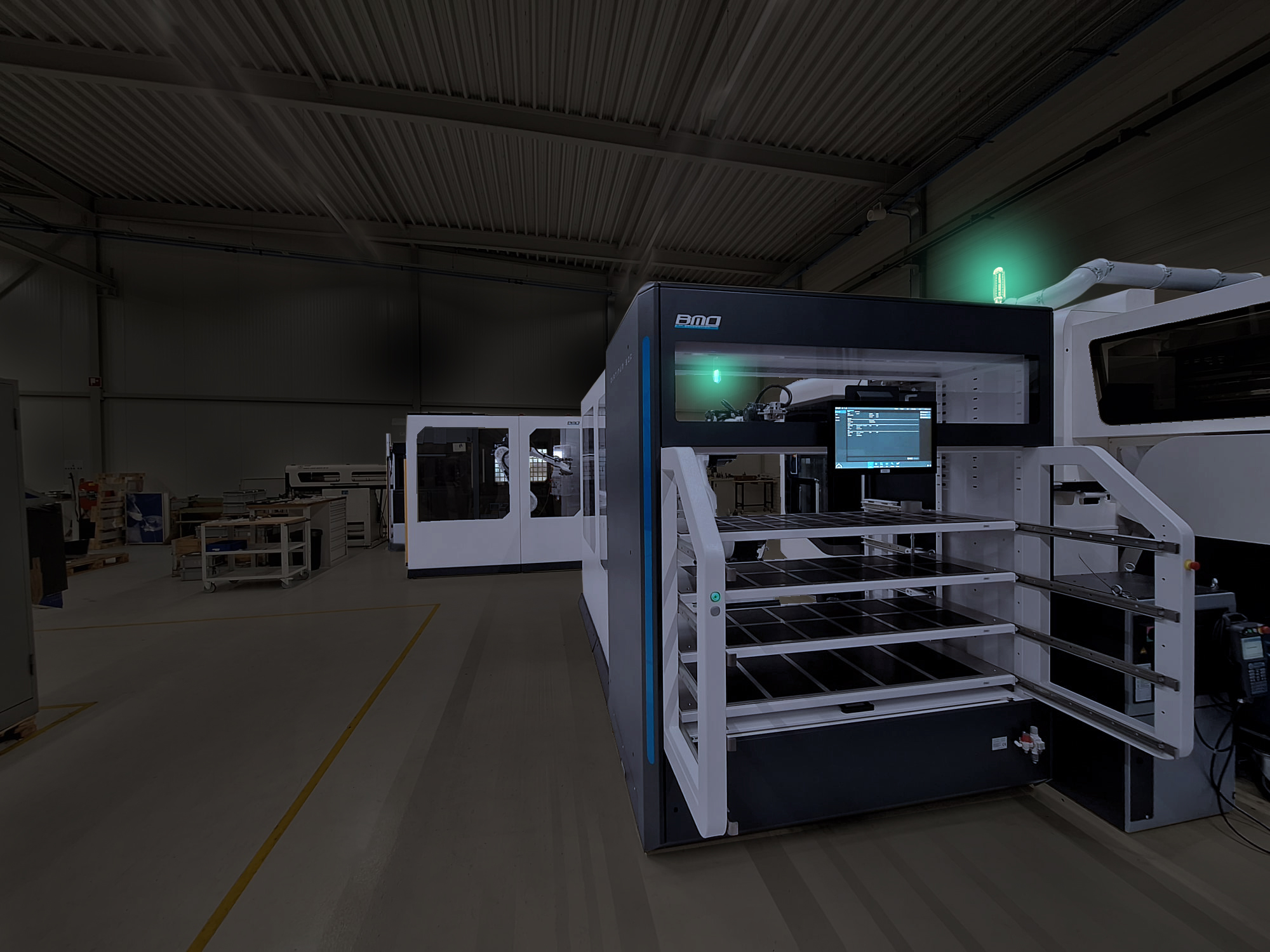
Loading shafts
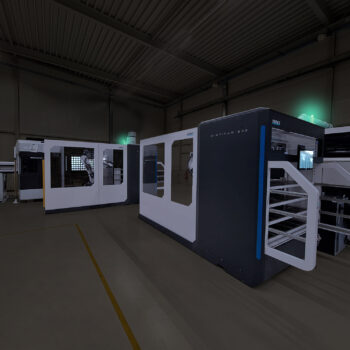
BMO Automation’s Platinum 50 cell has four drawers to accommodate raw material and finished products, respectively. For one of these drawers, the supplier made a rack with spacers so that axes of 30 round and 200 mm vertical can be placed in it. This allows more products to fit in the drawer and the machine to work autonomously for longer periods. The rack can be easily removed for the production of regular parts.
Independent product changeover
Kusters Goumans cuts various small series of repetitive work on the NTX1000 – Platinum cell. Even if the diameter of the material varies. For this purpose, the machine is equipped with Hainbuch’s quick-change clamping system. Marc Smits: “Besides ease of operation, it was important to us that the cell can independently change to another product. This is possible with this system; the robot then changes the collets.”
Taking out any residual material in the main spindle is also done automatically. If one notices that there is too much residual tension in the material, which can affect accuracy, one first inserts the product on the main spindle to get rid of the tension. ‘After machining, we stab off the product and BMO has programmed it so that the robot takes out the residual piece and deposits it in a separate bin.’
Follow-up steps
Marc Smits wants to take follow-up steps with both Platinum 50 cells. Together with BMO Automation, he is looking at linking the robot cells to the ERP system. Then the exact spindle hours in the ERP system will be linked directly to the relevant order. ‘This will give us more insight into the spindle hours and enable us to perform reliable pre- and post-calculation analysis, without first having to extract the spindle hours from the controller ourselves.’


{kind=link}
{kind=link}
{kind=link}
{kind=link}