


Mehr Stunden für Einzelstücke dank Automatisierung
Der deutsche Maschinenbauer IWK Verpackungstechnik liefert Kunden auf der ganzen Welt Verpackungsanlagen, die speziell auf deren Anforderungen abgestimmt sind. Diese kundenspezifische Anpassung bedeutet für die mechanische Abteilung des Unternehmens, dass viele Einzelstücke und Kleinserien gefräst werden müssen. Durch die Automatisierung der Kleinserienfertigung mit Hilfe einer flexiblen Roboterzelle an zwei CNC Maschinen konnte Zeit gewonnen werden, die die CNC Bediener zum Fräsen von Einzelstücken nutzen können.
IWK Verpackungstechnik baut Kartoniermaschinen, Verpackungsmaschinen und Tubenfüllmaschinen für die Pharma- und Kosmetikindustrie. Die automatisierten Verpackungslinien für z. B. Kartonumverpackungen und Zahnpastatuben, um nur zwei Produkte zu nennen, werden weltweit geliefert. Der Grundaufbau einer solchen Verpackungslinie ist zwar oft der gleiche, aber IWK bietet immer maßgeschneiderte Lösungen, die auf die spezifischen Kundenanforderungen und die Produktionslinie zugeschnitten sind, in die die Maschine eingebunden werden soll. „Es kommt immer auf den Inhalt, die Form und die Größe der Verpackung an“, erläutert Dieter Krämer, Abteilungsleiter der mechanischen Abteilung von IWK in Stutensee bei Karlsruhe. Die Bauteile, die zur Kernkompetenz von IWK gehören, werden in der eigenen mechanischen Produktionsabteilung gedreht und gefräst. „Dies sind immer die Teile, durch die das Produkt des Kunden geführt wird, oft eine Flüssigkeit. Daher bezeichnen wir diese Bauteile als Nassteile.” Aufgrund der Hygieneanforderungen in der Pharma- und Kosmetikindustrie werden diese Bauteile aus Edelstahl gefräst und gedreht. Es handelt sich um Präzisionsteile mit sehr geringer Oberflächenrauheit. „Es dürfen keine Bakterien haften bleiben. Deshalb sind die Anforderungen an die Oberflächenrauheit hoch“, erklärt Dieter Kramer. Ra-Werte von 0,4 oder 0,8 Mikrometern sind bei diesen Bauteilen die Regel. „Diese Ra-Werte versuchen wir durch den Einsatz von Technologie zu erreichen. Manchmal polieren wir Teile.“

Warum Automatisierung?
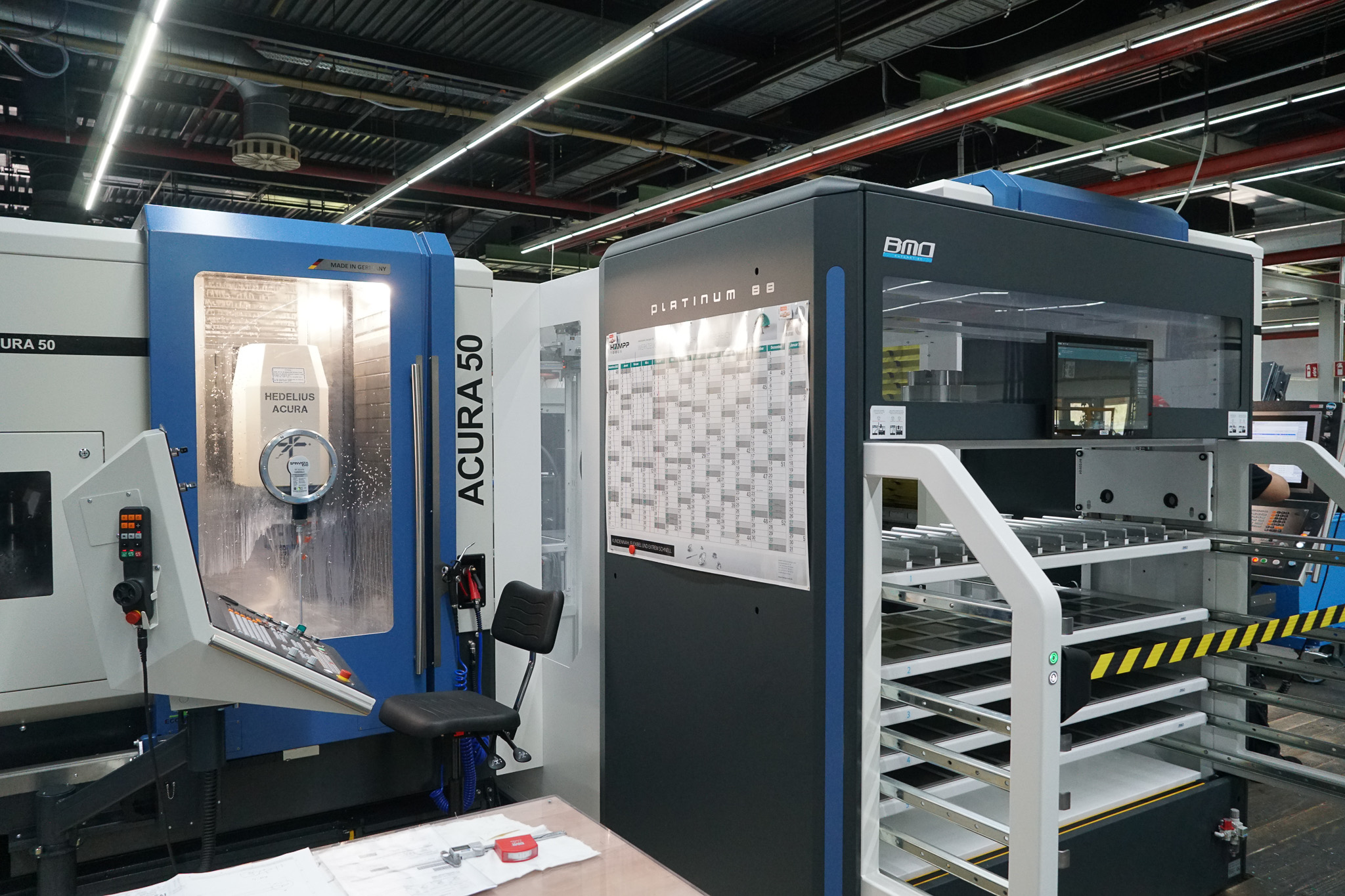
Weil IWK Verpackungs- und Abfüllanlagen baut, die speziell auf die Bedürfnisse der Kunden abgestimmt sind, sind die Serien, die die 40 Mitarbeiter (und zwei Azubis) im Team von Dieter Krämer produzieren, entsprechend klein. 15, 20 Stück, manchmal 100 Stück, wobei 100 Stück schon eher eine Ausnahme sind. Außerdem werden viele Einzelstücke gefräst. Genau das ist der Grund, warum IWK eine Roboterzelle von BMO Automation gekauft hat. Ursprünglich war der Platinum 88 Sideloader von BMO mit dem 5-Achs-CNC-Bearbeitungszentrum Hedelius Acura 85 gekoppelt; seit Anfang dieses Jahres steht eine zweite Maschine von Hedelius an der Roboterzelle des niederländischen Automatisierers, diesmal eine Hedelius Acura 50. Dieter Krämer: „Das ist die einzige Maschine, die Hedelius in einer Linksausführung baut, sodass die Roboterzelle genau zwischen die beiden Maschinen passt, der Roboter beide Maschinen belädt und die Maschinen für die Bediener beim Fräsen von Einzelstücken zugänglich bleiben.“ Mit dieser Automatisierung will Dieter Krämer auf beiden Hedelius-Maschinen zusätzliche Produktionszeit für die Herstellung von Einzelstücken gewinnen. Die Bediener fräsen diese tagsüber und abends, wenn sie in zwei Schichten arbeiten. Am Ende einer Schicht wird die Roboterzelle mit Rohmaterial beladen, damit die CNC Maschinen in den unbemannten Stunden die Kleinserien fräsen können. Laut Dieter Krämer muss die Zelle nicht über das ganze Wochenende laufen. Sowohl tagsüber als auch nachts und am Wochenende lassen sich viele Produktionsstunden gewinnen, wenn die beiden Hedelius CNC Maschinen unbemannt fräsen und vom BMO Roboter beladen werden.


Produkt- und Palettenhandling
Die Platinum 88 Zelle von BMO ist sowohl für Produkt- als auch für Palettenhandling geeignet. Entweder legen die Bediener das Rohmaterial in eine der sieben Produktschubladen, woraufhin der Roboter das Material in den Schraubstock der Maschine einlegt; oder der Roboter greift mit einem speziellen Greifer eine Palette, auf der Aufspannungen montiert ist. Die Bediener können die Schubladen der Zelle be- und entladen, während beide CNC Maschinen fräsen. Für Dieter Krämer war die Kombination von Paletten- und Produkthandling eine wichtige Anforderung. Nicht, weil IWK viele Teile fräst, die bereits außerhalb der Maschine in den Schraubstock gespannt wurden, sondern weil die Bediener nun keinen Kran mehr benötigen, um die Paletten in die Acura 85 EL zu stellen. „Der Roboter legt die Palette auf den Tisch der Maschine. Das erfolgt dank des Röhmheld Nullpunktspannsystems immer mit hoher Präzision“, erklärt der Produktionsleiter. Außerdem wird dadurch in der Praxis Zeit gewonnen. Wenn ein Vorgang abgeschlossen ist, ist der Roboter nämlich sofort bereit, entweder eine weitere Palette oder ein anderes Produkt zu platzieren. „Ein Bediener ist dagegen nicht immer bei der Maschine. Dann steht die Maschine still, bis der Bediener eintrifft.“ Da das Hedelius Acura 85 EL Bearbeitungszentrum über einen großen Tisch verfügt, entschied sich IWK für die Ausführung Platinum 88. In der Standardausführung dieser Roboterzelle hat der Roboter eine Nutzlast von bis zu 50 Kilogramm, während es bei der Version, die IWK zur Verfügung steht, 88 Kilogramm sind. „Mit der großen Palette für die Acura 85 und dem Spannwerkzeug sind wir an die Grenzen dessen gestoßen, was der Roboter in der Standard-Platinum-Zelle heben kann. Unsere Werkstücke sind zwar nicht so groß und daher nicht schwer, aber wir wollten nicht riskieren, diese Grenze zu überschreiten.“
Bearbeitung von sechs Flächen
Die Abfüllanlagen, die IWK für Kunden baut, müssen die Produkte sehr genau dosieren. Daher werden entsprechend hohe Anforderungen an die Genauigkeit der Bauteile gestellt. Der Roboter von BMO ist in der Lage, die Werkstücke sehr präzise in der Spannvorrichtung zu positionieren. Da die Zelle mit der Wendestation von BMO Automation ausgestattet ist, kann der Greifer das Werkstück nach der Bearbeitung von 5 Seiten aus der Spannvorrichtung nehmen, wenden und für die Bearbeitung der sechsten Fläche wieder genau richtig platzieren. „In diesem Fall messen wir die genaue Position des Werkstücks mit dem Messtaster im Acura. Lieber diesen 20-Sekunden-Zyklus durchführen als Ausschuss fräsen“, so Dieter Krämer.

Einfache Bedienung
IWK integriert zwar häufiger selbst Roboter in die Verpackungslinien der Kunden, jedoch hatte das Team der mechanischen Produktion keine Erfahrung mit der Roboterisierung. Die Integration der BMO-Zelle in die Produktionsabteilung verlief jedoch reibungslos, und bereits nach wenigen Wochen lief die Roboterzelle komplett mit. „Die Bedienung der Software ist sehr einfach. Wir stellen runde und kubische Teile gemischt her. Die Steuerung teilt dem Bediener, der die Größe der Teile eingibt, visuell mit, wie das Material in die Schublade zu legen ist. Das ist schon alles.“ Außerdem hat der deutsche Maschinenbauer festgestellt, dass dringende Fragen über die Serviceline mit BMO Automation schnell beantwortet werden. Von der Fabrik in den Niederlanden aus kann sich der BMO-Ingenieur in die Zelle einloggen und sie beobachten, um die Ursache eines Fehlers schnell zu finden und zu beheben. „Die Serviceline funktioniert gut. Aber eigentlich haben wir sie in letzter Zeit nicht mehr gebraucht.“
Zusätzliche Zeit für Einzelstücke
Dieter Krämer hatte gehofft, dass die Installation der Zelle, die normalerweise eine Woche dauert, schneller vonstatten gehen würde. Er nimmt den Zeitaufwand jedoch in Kauf. „Wir haben jetzt viel mehr Flexibilität. Die Bediener kennen den Wochenplan und planen die Teile in der Zelle. Jede Stunde, die der Roboter läuft, verschafft uns zusätzliche Zeit für die Produktion von Einzelstücken. Und genau das wollten wir mit dieser Automatisierung erreichen.“ BMO Automation spricht über die Operator Performance Ratio als KPI: diese Kennzahl beschreibt, wie sich die Spindellaufzeit zur Anzahl der Bediener verhält. Die Operator Performance Ratio (OPR) wurde bei IWK bereits dadurch erhöht, dass beide Hedelius CNC Maschinen mit dem BMO-Roboter beladen werden. Dieter Krämer sieht noch weitere Möglichkeiten für zukünftige Verbesserungen. Er hat bereits andere Teile im Sinn, die derzeit von Bedienern auf anderen CNC Maschinen hergestellt werden. Er möchte sie für eine der beiden Hedelius CNC Maschinen umprogrammieren, damit auch diese Teile mit geringem Personaleinsatz gefertigt werden. „Wir sind mit dieser Lösung sehr zufrieden. Jetzt werden wir diese Automatisierung weiter ausbauen.”









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}